“The world we have created is a product of our thinking; it cannot be changed without changing our thinking.” – Albert Einstein
For over a decade now, Pearson has implemented LEAN Manufacturing and Continuous Improvement. Not always an easy feat, but by now it is an integral part of our culture. We embrace change – Kai Zen – Change for the Good. It allows us to continuously improve the quality of our products, reduce lead times, increase employee satisfaction and create a sustainable competitive advantage.
Objective and Scope
Kaizen is a structured and highly focused process for eliminating “waste” from standardized processes. Since its first implementation here at Pearson Packaging Systems, over 60 such events have challenged our thinking and shaped our processes, ultimately making us a stronger, more competitive company. Under the leadership of a LEAN Six Sigma Master Black Belt with a true passion for continuous improvement, I recently got the opportunity to experience my first Kaizen event at Pearson first hand. Together with eleven co-workers from all functional areas, I was assigned to identify ways to significantly improve the manufacturing times of Pearson’s CE25-G and CE25-T case erector machines. The team not only consisted of employees with different functional perspectives but also with a wide variety of experience levels. Some of us were new like I, while others have been with Pearson for a long time.
Learning the Ropes
While the benefits of process improvements could be regarded as mainly company-centric, a key principle of Kaizen is to focus all activities on the customer. In the end, our customers don’t buy our packaging machines for their amount of steel or screws but for the value and utility that they provide to their operations. If we keep that in mind, we can define every activity that increases the value or utility of the equipment as value-added activity, while everything else is simply waste. Fastening a part to a machine adds value but time spent acquiring or searching for that part does not. The theoretical goal is to eliminate all non-value-added activities; the practical goal is probably more in line with minimizing them as much as possible.
Let’s Get Started
The 5-day process included the following activities:
- Carefully observe and record the current manufacturing process
- Identify potential areas of improvement, bottlenecks, problems
Brainstorm initial solution ideas (better processes) - Discuss effects and implications of the solutions on various stakeholders
- Select set of feasible solutions
- Experiment with implementation
Refine solutions - Test and document improvements
- Develop control plans for 30/60/90 days
- Report out to entire company
Mind If I Watch?
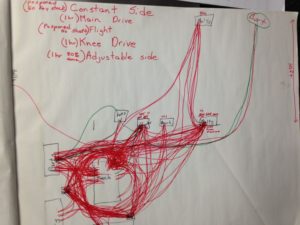
When assessing current manufacturing processes, keeping a time record of each activity, using spaghetti diagrams to record worker movement within and outside of their work space, and developing value stream maps for the entire process by subassembly are important steps.
For two days, we followed a number of assembly technicians around the manufacturing floor and recorded each step they took, every question they asked and every puzzled look or moment of frustration they displayed. The spaghetti diagram shows the technician gets quite a workout in during a day. But more importantly it started to give clues of where waste might be hidden. A whopping 74% and 81% of activities for the glue and tape machines respectively were non-value added. Observation was followed by an intense lock-down session analyzing the findings and brainstorming improvement ideas. Energy ran high and discussions were passionate.

Getting the Waste Out
Finally, the Kaizen team proposed 15 unique solutions for improving the case erector manufacturing process. Varying from simple to comprehensive, changes included making parts more available and identifiable to assembly technicians, providing new mobile work benches with on-board fastener bins, improving the process for immediately recording and communicating problems (such as incorrect fabricated parts), and providing a roll-cart computer/monitor equipped with assembly documentation/3-D models for each technician. All 15 solutions were tested, refined and eventually accepted by manufacturing management. Implementation began on the Monday following the event.
Accomplishments, Pride and a Totally New Perspective
The results of our trials were impressive. We achieved 32% and 44% time savings for two of the sub-assemblies. Once all proposed solutions are fully implemented, we expect as much as a 30% reduction in manufacturing times for our CE25 case erectors while also improving the quality of each build and reducing QA inspection times. When proven, Pearson plans to apply many of the solutions to the entire product portfolio. However, beyond the tangible results, I was surprised by the large amount of intangible accomplishments. The entire Kaizen team gained an intimate understanding of the processes being analyzed and a new appreciation for our manufacturing employees and a job many of us didn’t know much about. It was an excellent team building event. While our group certainly feels particular pride and ownership, company-wide, there is an incredibly high level of acceptance and excitement for the changes identified and developed by their peers. I am certain that morale and satisfaction among our assembly technicians will also be positively impacted by the improved processes.